
ഉൽപ്പന്ന അപ്ലിക്കേഷൻ
എൽജി -40 / എൽജി -63 / എൽജി -80 / എൽജി 100 ബിൽറ്റ്-ഇൻ എയർ പമ്പ് തരം ഇൻവെർട്ടർ എയർ പ്ലാസ്മ കട്ടിംഗ് മെഷീൻ മൊബൈൽ പ്രവർത്തനം, do ട്ട്ഡോർ ഇൻസ്റ്റാളേഷൻ, ഇടുങ്ങിയ ഇടം എന്നിവയ്ക്കും മറ്റ് ഉപയോക്താക്കൾക്ക് പുതിയ ഉൽപ്പന്നങ്ങൾ വികസിപ്പിക്കുന്നതിനും മാത്രമുള്ളതാണ്. പൂർണ്ണമായും മാറ്റിയ യഥാർത്ഥ പ്ലാസ്മ ആർക്ക് കട്ടിംഗ് മെഷീന് സാധാരണയായി ഉപയോഗ രീതി ഉപയോഗിച്ച് എയർ കംപ്രസ്സർ ക്രമീകരിക്കേണ്ടതുണ്ട്. വിദേശ സ്പെഷ്യൽ പവർ ഉപകരണങ്ങളും ഏറ്റവും പുതിയ ഇൻവെർട്ടർ കൺട്രോൾ ഐസി വികസനവും ഹൈടെക് ഉൽപ്പന്നങ്ങളുടെ ഉൽപാദനവും ഉപയോഗിച്ച്, കട്ടിംഗ് കനം, സ്ലിറ്റ് ഫിനിഷ്, നടപ്പിലാക്കാൻ എളുപ്പമുള്ള ആർക്ക്, പരമ്പരാഗത ഉൽപ്പന്നങ്ങൾ, മറ്റ് ഇൻവെർട്ടർ കട്ടിംഗ് എന്നിവയേക്കാൾ തുടർച്ചയായി ക്രമീകരിക്കാവുന്ന കറൻറ് കുറയ്ക്കുക. യന്ത്രം
1. ഐജിബിടി സോഫ്റ്റ് സ്വിച്ച് ഇൻവെർട്ടർ ടെക്നോളജി, ചെറിയ വോളിയം, ഭാരം, ചലിക്കാൻ എളുപ്പമാണ്, ഫാൻ ഇന്റലിജന്റ് നിയന്ത്രണം, energy ർജ്ജ സംരക്ഷണം.
2. ഉയർന്ന ലോഡ് ദൈർഘ്യം, ഇത് കാര്യക്ഷമമായ ഉപകരണമാണ്
3. കൃത്യമായ പ്രീസെറ്റ് കട്ടിംഗ് കറന്റിന്റെ പ്രവർത്തനം
4. സ്ഥിരമായ ആർക്ക് മർദ്ദം, വേഗത്തിലുള്ള കട്ടിംഗ് വേഗത, സുഗമമായ കട്ടിംഗ് ഉപരിതലം, ചെറിയ രൂപഭേദം
5. കട്ടിംഗ് കറന്റ് സാവധാനത്തിൽ ഉയരുന്നു, ഗ്യാസ് കാലതാമസം നിർത്തൽ പ്രവർത്തനം, കട്ടിംഗ് ടോർച്ചിനെ ഫലപ്രദമായി സംരക്ഷിക്കാൻ കഴിയും
6. അദ്വിതീയ ഹൈ-ഫ്രീക്വൻസി ആർക്ക് ആരംഭ രീതി സിഎൻസി സിസ്റ്റത്തിലേക്കുള്ള ഇടപെടൽ കുറയ്ക്കുന്നു.
8. സിഎൻസി കട്ടിംഗ് മെഷീന് അനുയോജ്യം, റോബോട്ട് പൊരുത്തപ്പെടുത്തൽ, സിഎൻസി ഗാൻട്രി ഫ്രെയിമിൽ ഇൻസ്റ്റാൾ ചെയ്യാൻ കഴിയും

പ്രയോജനം
പോർട്ടബിൾ, energy ർജ്ജം ലാഭിക്കൽ, കുറഞ്ഞ ശബ്ദം, അന്തർനിർമ്മിതമായ കംപ്രസ്സർ പരിപാലനം-രഹിതം, കൂടാതെ മൂന്ന് ഘട്ടങ്ങളില്ലാത്ത ഘട്ടം, മൂന്ന് ഘട്ട തെറ്റ് ഘട്ടം ഓട്ടോമാറ്റിക് പരിരക്ഷണ പ്രവർത്തനം, ഉയർന്ന വിശ്വാസ്യത. ത്രീ ഫേസ് 380 വി വൈദ്യുതി വിതരണം മാത്രമേ പ്രവർത്തിക്കൂ, ചെലവ് കുറയ്ക്കുന്നു, സ്റ്റെയിൻലെസ് സ്റ്റീൽ, ചെമ്പ്, അലുമിനിയം, ടൈറ്റാനിയം, കാസ്റ്റ് സ്റ്റീൽ, അലോയ് സ്റ്റീൽ, കാർബൺ സ്റ്റീൽ, കോമ്പോസിറ്റ് മെറ്റൽ, മറ്റെല്ലാ ലോഹ വസ്തുക്കൾ എന്നിവ വെട്ടിക്കുറയ്ക്കാനാകും. കട്ട് -40 / 63/80/100 വെൽഡിംഗ് വടി ഉപയോഗിച്ച് മാനുവൽ വെൽഡിങ്ങിന്റെ പ്രവർത്തനവും ചേർക്കുന്നു, ഇത് ഒരു മെഷീനിൽ ഉപയോഗിക്കാൻ കഴിയും.


സാങ്കേതിക ഡാറ്റ:
| മോഡൽ | LG-63Z | LG-100Z | CUT-63 | CUT-100 |
| വോൾട്ടേജ് | 380 വി ± 10% | 380 വി ± 10% | 380 വി ± 10% | 380 വി ± 10% |
| റേറ്റുചെയ്ത ഇൻപുട്ട് കറന്റ് | 12.5 എ | 21 എ | 12.5 എ | 21 എ |
| റേറ്റുചെയ്ത output ട്ട്പുട്ട് കറന്റ് | 63 എ | 100 എ | 63A / 280A | 100A / 350A |
| നിലവിലെ ക്രമീകരണ ശ്രേണി മുറിക്കുന്നു | 20-63 എ | 20-100 എ | 20-63 എ | 20-100 എ |
| റേറ്റുചെയ്ത നോ-ലോഡ് വോൾട്ടേജ് കട്ടിംഗ് | 300 വി | 330 വി | / | / |
| റേറ്റുചെയ്ത ലോഡ് ദൈർഘ്യം | 0.6 | 0.6 | 0.6 | 0.6 |
| ജോലി ചെയ്യുന്ന രീതി | തൊട്ടിട്ടില്ല | തൊട്ടിട്ടില്ല | തൊട്ടിട്ടില്ല | തൊട്ടിട്ടില്ല |
| വായുമര്ദ്ദം | 0.3--0.6 എംപിഎ | 0.3-0.6 എംപിഎ | 0.3-0.6 എംപിഎ | 0.3-0.6 എംപിഎ |
| ഒപ്റ്റിമൽ കട്ടിംഗ് കനം | 20 മിമി | 32 മിമി | 20 മിമി | 32 മിമി |
| ഗ്യാസ് കാലതാമസം | 6 സെ | 6 സെ | 6 സെ | 6 സെ |
| ഭാരം | 38 കിലോ | 45 കിലോ | 45 കിലോ | 50 കിലോ |
| അളവ് | 530 * 335 * 510 മിമി | 630 * 335 * 560 മിമി | 630 * 335 * 560 മിമി | 700 * 335 * 560 മിമി |
പ്രവർത്തന രീതി:
1. ത്രീ-ഫേസ് 380 വി പവർ സപ്ലൈയിലേക്ക് ഇൻപുട്ട് കേബിൾ ബന്ധിപ്പിക്കുക, ഇൻപുട്ട് കേബിളിനെ ബന്ധിപ്പിക്കുന്ന പവർ ലൈനിന്റെ വിഭാഗം 2.5 ചതുരശ്ര മില്ലിമീറ്ററിൽ കൂടുതലായിരിക്കണം.
2. കട്ടിംഗ് മെഷീന്റെ പവർ സ്വിച്ച് അടയ്ക്കുക, പവർ ഇൻഡിക്കേറ്റർ ഓണാണ്, കൂടാതെ കൂളിംഗ് ഫാൻ പ്രവർത്തിക്കുന്നു; ഫംഗ്ഷൻ സ്വിച്ച് "ഗ്യാസ് ഡിറ്റക്ഷൻ" എന്ന സ്ഥാനത്തേക്ക് സജ്ജമാക്കുക, ബിൽറ്റ്-ഇൻ എയർ പമ്പ് ആരംഭിക്കും, കൂടാതെ കട്ടിംഗ് ടോർച്ചിൽ എയർ എജക്ഷൻ ഉണ്ടായിരിക്കണം. എയർ പമ്പ് വിജയകരമായി ആരംഭിച്ചില്ലെങ്കിൽ, പവർ ഇൻപുട്ടിന്റെ ഘട്ടം തെറ്റായി ബന്ധിപ്പിച്ചിരിക്കാം, ലൈവ് വയറിന്റെ ഏതെങ്കിലും രണ്ട് സ്ഥാനങ്ങൾ മാറ്റിസ്ഥാപിക്കുക, അല്ലെങ്കിൽ ഇത് മൂന്ന് ഘട്ടങ്ങളായുള്ള നഷ്ടമായ ഘട്ടമായിരിക്കാം, പവർ ഇൻപുട്ട് പരിശോധിക്കുക ഘട്ടം കാണുന്നില്ല;
3. ഫംഗ്ഷൻ സ്വിച്ച് "കട്ടിംഗ്" എന്ന സ്ഥാനത്ത് വയ്ക്കുക, കട്ടിംഗ് ടോർച്ച് ഹാൻഡിൽ സ്വിച്ച് അമർത്തുക, കട്ടിംഗ് ടോർച്ച് ഒരുപോലെ ന്യൂമാറ്റിക് ആയിരിക്കണം.
4, കട്ടിംഗ് വർക്ക്പീസ് കനം, മെറ്റീരിയൽ എന്നിവ അനുസരിച്ച് ഉചിതമായ കറന്റും കട്ടിംഗ് വേഗതയും തിരഞ്ഞെടുക്കുക.
5. കട്ടിംഗ്:
പി 80 നോൺ-കോൺടാക്റ്റ് കട്ടിംഗ് തോക്ക് ഉപയോഗിച്ച്, കട്ടിംഗ് ടോർച്ച് ആരംഭ സ്ഥാനത്തേക്ക് പിടിക്കുക, കട്ടിംഗ് വർക്ക്പീസിലെ നോസൽ ലക്ഷ്യം വയ്ക്കുക, കട്ടിംഗ് ടോർച്ച് 15 ഡിഗ്രി മുന്നോട്ട് ചരിക്കുക, കട്ടിംഗ് ടോർച്ച് ഹാൻഡിൽ സ്വിച്ച് അമർത്തുക. വർക്ക്പീസ് തുളച്ചുകയറിയ ശേഷം, കട്ടിംഗ് ടോർച്ച് നീക്കാൻ ആരംഭിക്കുക; മുറിച്ചതിന് ശേഷം, ഹാൻഡിൽ സ്വിച്ച് വിടുക.
6. വെൽഡിംഗ്: ഫംഗ്ഷൻ സ്വിച്ച് "മാനുവൽ ആർക്ക് വെൽഡിംഗ്" സ്ഥാനത്ത് വയ്ക്കുക, പ്ലാസ്മ കട്ടിംഗ് തോക്ക് നീക്കംചെയ്യുക, വെൽഡിംഗ് ഹാൻഡിലിന്റെ ദ്രുത കണക്ഷൻ "വെൽഡിംഗ് ഹാൻഡിൽ വയർ" സോക്കറ്റിലേക്ക് തിരുകുക, ഉചിതമായ കറന്റ് ക്രമീകരിച്ച് വെൽഡിംഗ് ആരംഭിക്കുക.




ബന്ധപ്പെട്ട ഉല്പന്നങ്ങൾ
 പ്ലാസ്മ പവർ സോഴ്സ് മിസ്കോ ബ്രാൻഡ്
പ്ലാസ്മ പവർ സോഴ്സ് മിസ്കോ ബ്രാൻഡ് പ്ലാസ്മ പവർ സോഴ്സ് ഹുവായാൻ ബ്രാൻഡ്
പ്ലാസ്മ പവർ സോഴ്സ് ഹുവായാൻ ബ്രാൻഡ് വിദേശ സേവനം മിനി സിഎൻസി കട്ടിംഗ് മെഷീൻ ഫിലിപ്പൈൻസ്
വിദേശ സേവനം മിനി സിഎൻസി കട്ടിംഗ് മെഷീൻ ഫിലിപ്പൈൻസ് 500W 700W 1000W cnc ഷീറ്റ് മെറ്റൽ ഫൈബർ ലേസർ കട്ടിംഗ് മെഷീൻ
500W 700W 1000W cnc ഷീറ്റ് മെറ്റൽ ഫൈബർ ലേസർ കട്ടിംഗ് മെഷീൻ സ്റ്റീൽ പ്ലേറ്റ്, പൈപ്പ് എന്നിവയ്ക്കായി 500W 1000W 2000W ഫൈബർ ലേസർ കട്ടിംഗ് മെഷീൻ
സ്റ്റീൽ പ്ലേറ്റ്, പൈപ്പ് എന്നിവയ്ക്കായി 500W 1000W 2000W ഫൈബർ ലേസർ കട്ടിംഗ് മെഷീൻ 1325 ഷീറ്റ് മെറ്റൽ പ്ലേറ്റുകൾ സിഎൻസി പ്ലാസ്മ കട്ടർ
1325 ഷീറ്റ് മെറ്റൽ പ്ലേറ്റുകൾ സിഎൻസി പ്ലാസ്മ കട്ടർ cnc റൂട്ടർ മെറ്റൽ കട്ടിംഗ് മെഷീൻ
cnc റൂട്ടർ മെറ്റൽ കട്ടിംഗ് മെഷീൻ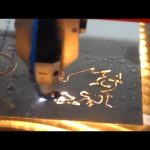 1325 സ്റ്റെയിൻലെസ് സ്റ്റീൽ പോർട്ടബിൾ പ്ലാസ്മ സിഎൻസി കട്ടിംഗ് മെഷീൻ
1325 സ്റ്റെയിൻലെസ് സ്റ്റീൽ പോർട്ടബിൾ പ്ലാസ്മ സിഎൻസി കട്ടിംഗ് മെഷീൻ പോർട്ടബിൾ സിഎൻസി ഫ്ലേം പ്ലാസ്മ കട്ടിംഗ് മെഷീൻ
പോർട്ടബിൾ സിഎൻസി ഫ്ലേം പ്ലാസ്മ കട്ടിംഗ് മെഷീൻ കുറഞ്ഞ ചിലവിൽ സിഎൻസി പ്ലാസ്മ കട്ടിംഗ് മെഷീൻ ഇരുമ്പ് വടി കട്ടിംഗ് മെഷീൻ സർക്കിൾ കട്ടിംഗ് മെഷീൻ
കുറഞ്ഞ ചിലവിൽ സിഎൻസി പ്ലാസ്മ കട്ടിംഗ് മെഷീൻ ഇരുമ്പ് വടി കട്ടിംഗ് മെഷീൻ സർക്കിൾ കട്ടിംഗ് മെഷീൻ